|
|
Изготовление штампов для прессов
 |
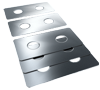
Изготовление пробивных штампов
Задача пробивных штампов - пробивать отверстия разных геометрических форм. Мы изготавливаем штампы для пробивки плоских, гнутых и вытянутых заготовок.
Пробивные штампы могут исполняться на колонках, в зависимости от технического задания.
|
 |
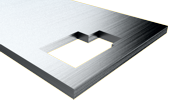
Изготовление вырубных (вырезных) штампов
Вырубные штампы вырезают различную геометерию на внешних сторонах заготовки, к примеру, различные геомтерические фигуры (шестигранинк, квадрат, ромб, волну и т.д.) и сопрягаемыми поверхностями.
У таких штампов расположение матрицы может быть сверху или снизу, всё зависит от детали которую требуется изготовить.
|
 |
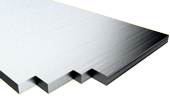
Изготовление гибочных штампов
Гибочные штампы производят деформацию детали путем операции гибки. К примеру, изготовление хомутов или скоб.
Стоит отметить, что функция гибки часто используется в комбинированных штампах (гибка + формовка).
|
 |
Изготовление формовочных штампов
Такие штампы формируют определённую объёмную поверхность. Поверхность может быть только с плавными изгибами и переходами, из-за упрогости металла.
Данный вид штампов, как и гибочные, часто применяются в комбинированном варианте.
|
 |
Изготовление комбинированных штампов
Комбинированные штампы очень часто используются в производственных предприятиях, т.к. включают в себя сразу несколько типов штампов.
Контструкция таких штампов является сложно-технической, и требует точных инженерных расчетов.
|
|
|